| 类型:三辊卷板机 | 品牌:徽程 | 型号:W11-25×2200 |
| 主电机功率:30(kw) kw | 卷板最大厚度:25(mm) mm | 卷板最大宽度:2200(mm) mm |
| 下辊直径:280(mm) mm | 满载卷制最小直径:900(mm) mm | 动力类型:液压 |
| 控制形式:人工 | 布局形式:卧式 | 作用对象材质:金属 |
| 适用行业:通用 | 产品类型:全新 | 是否库存:是 |
| 售后服务:质保一年 |

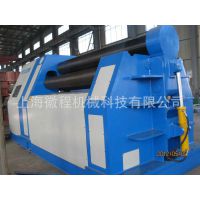
W11-25×2200机械对称上调式三辊卷板机技术说明
一, 用途说明
本设备为三辊对称上调式卷板机,用于在常温下弯卷一定厚度的金属板成筒状、弧形等零件。其工作原理是旋转式弯曲变形。是化工、水泥、造船、锅炉、航空、水利、输变电铁塔等机器设备制造行业的***设备。
二, 技术参数
序号 | 参数名称 | 单位 | 参 数 |
1 | 机器型号及规格 | mm | W11-25×2200 |
2 | 弯卷钢板厚度 | mm | 25 |
3 | 弯卷钢板宽度 | mm | 2200 |
4 | 满载最小弯卷直径 | mm | 900 |
5 | 弯卷钢板屈服极限 | mpa | 245 |
6 | 上辊直径 | mm | 340 |
7 | 下辊直径 | mm | 280 |
8 | 下辊中心距 | mm | 440 |
9 | 主电机功率 | kw | 30 |
10 | 副电机功率 | kw | 7.5 |
三、结构与传动
1、 主要部件
(1)、上下辊:为卷板机的重要部件,材质为45#钢。
(2)、机架:机架为Q235钢板焊接结构。分左右机架各一件,机架上装有下辊轴承。机架内部有升降丝杆,丝杆上端与上辊两端轴承座相联接。在其下部装有蜗轮副和螺旋副。籍蜗轮中螺母旋转使上辊上升或下降。
(3)、减速机:主减速机为自制600型减速机。副减速机为ZQ350型减速机。
(4)、卸料装置:装于减速机一侧用于卸料时平衡上辊。
(5)、底座:由槽钢与钢板焊接而成。将机架、减速机、电机等都安装在其上面,从而形成一个整体。
(6)、电气部分:全部安装在一个电控柜内,便于操作。
2、传动
(1)、主传动:本机两下辊为主动辊,上辊为从动辊。通过主电机经减速机和一对开式齿轮带动下辊旋转。上辊籍钢板与下辊间的摩擦力带动。
(2)、副传动:通过一台副电机经副减速机以及蜗轮副螺旋副使上辊上升或下降。
四、操作说明
金属板的进给是通过与工作辊间的摩擦力带动,根据金属板与工作辊相接触的三个切点构成的弧度使平板弯曲成弧形,通过调整上辊的升降程度来达到所需弧形曲率半径的大小。
(一)、卷制时:首先确认三辊在平行状态下,使上辊下母线距下辊上母线略大于板厚,然后使板料一端送入到达下辊中部,再操作上辊下降夹紧钢板端部。操作下辊旋转(使旋转方向与进给方向一致)对板料中部进行初部弯曲根据曲率半径的大小相应的调整上辊的升降程度,如此重复数次直至所需曲率半径为止。
(二)、卸料时:将上辊上升至一定高度,旋下卸料装置将上辊尾部压住,此时抽出
活动销,活动倒头拉下,所卷成的金属圆筒即可从上辊一端卸出,至此即完成了卸料工作。卸料工作结束后,将活动倒头复位,并插上倒头销。
(三)、注意:在卷制前应将展开件周围的氧化渣去净,以免操作时对工作辊表面产生损伤,焊接后的工件应将焊接处进行打磨后,才能在该机上进行卷制或校正。为防止事故的发生,上下辊不得互相压死,必须留有大于板厚的间隙。
五、润滑系统
机器的磨擦部位需有润滑,应定期加油,以保持机件的正常运转,不能疏忽。齿轮箱内注入机油。其余各润滑点必须定时加入机械油,一般采用20—30号机油,在加入之前须经过滤,以除杂质。在各外露的开式齿轮和蜗轮、蜗杆的啮合部分均涂黄油润滑。
六、电控系统
设备电控系统全部安装在电控柜内,上有操作控制台。操作方便。主要原电器采用国内***厂家产品,严格按照***制作,结构布置合理,具有必要的安全保护措施。
七,制造和验收标准
按买方提出的技术要求进行,并按制造厂的出厂标准进行验收,供方在设备制造过程中严格检查和控制原材料、元器件、配套件的进厂质量,并对各主要加工部件的精度、规格、性能等进行全面检验。
八、质量***措施
1,质量***体系
公司已取得了***:2008国际质量体系认证证书,为了实现以顾客满意为目标,确保顾客的需求和期望得到确定,并转化为公司的产品各服务的要求,实现了产品从设计控制、制造过程控制、检验控制直至整机出厂、安装、服务全过程的控制。质量体系运行严格执行“质量手册、”“程序文件”、“作业指导书”和各种有关技术标准、管理标准、企业自定标准和各项管理制度。产品质量真正实现了全员、全过程控制。
2,对重要外购件的质量***程序
本机重要的外购件有:上辊、下辊毛坯、轴承、电动机、减速机等。选择经过评定的合格供方作为进货的渠道,按计划,采购合同、质量要求、技术标准、验收标准等进行采购。
3,主要零部件制造工艺过程
(1)工作辊:上辊,下辊
铸钢锭(化学成份分析)-表面检查-锻毛坯-锻后退火-探伤-粗加工(机械性能实验)-热处理(调质)-半精加工-精加工
(2)锻件:齿轮、齿轮轴
锻毛坯-表面检查-粗加工-探伤-热处理(调质)-半精加工-精加工-热处理(齿面淬火等)
(3)焊接结构:机架、底座、传动箱体等
板材进厂(化学成份、机械性能检验)-板材预处理-下料-焊接-焊缝检查-退火处理-粗加工-振动时效-精加工
注:以上每道工序均在检验合格后进行下道工序。
九,设计审查
1, 设计审查
供方在产品设计、制造过程中,严格按***标准质量体系有效运行。按合同要求,提供符合专业设计标准,质量合格的产品。
供方在合同生效一周内提供设备基础图,需方负责设备基础(包括接地)和二次灌浆并将设备电源引进电控柜。
十,供货范围、随机资料及非供货范围
1, 供货范围、随机资料
(1) 主机装置
(2) 电控设备(配电柜及操纵台)
(3) 使用说明书(包含电路图及明细表、易损件明细表、基础图等)
(4) 合格证、装箱单、附件明细表。
2, 非供货范围
(1) 安装时的电线敷管及连线和其他附件。
(2) 机器周围的铺板
(3) 从电源到控制柜的连线及相关材料。
(4) 接地配件及材料。
(5) 液压油及润滑油脂。
十一,交验方法及产品质量
1, 交验方法
验收内容:外观质量、附件及工具检验、参数检查、空运转试验、负荷试验、精度检验(包括工件精度和机床精度)、机床工作试验、用户典型零件试加工、技术资料及其它。
2, 产品质量
供方按中华人民共和国专业标准JB/T8796-1998《卷板机精度》及书中用户要求精度技术标准设计、制造、并遵守本技术规范中的质量规格和性能的要求。
质保期按设备验收之日起,质量保期为一年。
十二,设备技术服务及售后服务
1,供方具有强大的技术实力及技术服务能力,能及时响应需方的技术支持要求,并为用户解决使用过程中出现的工艺技术及卷板机维修等问题,
2,制造方对本设备实行终身维修。
您需购买的产品和型号后,可以直接点击旺旺图标 与我们联系,或者拨打电话
13386036792 (韦经理 )。若因公司实体业务繁忙等原因而回复稍慢,请各位买家朋友谅解!
本店支持支付宝在线交易,银行转账及汇款交易。如需银行转账或汇款可以旺旺联系或者电话联系:13386036792(韦经理),电话4009205165
1.需方向供方支付合同总价的30%预付款,合同正式生效;
2.需方支付货款总额的65%,供方7日内发货;
3.机床到达需方,需方卸机床就位,供方组织安装调试;
4.剩余5%机床调试完毕付清。
买家交易流程文字解释:
1.运至需方使用现场,需方负责免费提供吊具和通用工具,供方负责在规定的期限内调试完毕。
2.机床到达使用现场后,供方即时派员到需方现场指导安装、调试并对需方操作管理人员进行操作和维护等培训。确保需方操作人员能独立、熟练地进行操作和维修保养。需方也可派操作者来供方培训。
3.交机床验收:按照合同和供、需双方共同商定的验收条款,对调试完毕的机床进行验收。确认机床性能及其它技术指标符合合同规定。
4.质量***期从设备验收合格之日起为12个月。在质量***期内,因供方质量问题,由供方负责修理和替换不合格的部件并承担费用;因需方原因造成的质量问题,由需方负责承担并承担费用;因需方原因造成的质量问题,由需方负责承担更换零件费用。
5.质量***期满后,需方可通过代理机构或直接向供方购买备件,供方在需要时安排技术服务。或在接到需方要求提供服务的电话(或传真)后2小时内作出响应,24小时内派出服务人员到达需方设备使用现场。
1.工厂的生产、安装与服务严格执行CE、***:2000质量***体系。
2.“三包”期内,非人为和不可抗拒的力量以外造成的所有服务免费;“三包”期后,维修服务收取成本费。
3.质量***期后的维修保养,采取电话咨询和维修上门服务(有偿)相结合,长期供应备品备件。
4.接到用户通知1小时内给予答复,24小时内赶到用户现场进行售后服务工
联 系 人:陈经理
电 话:400-920-5165
手 机:15601618729
传 真:021-67680361
地 址:中国上海市嘉定区 通站路365号
邮 编:201803
网 址: